Hulp of advies nodig?![]() +44 (0)1782 454499
+44 (0)1782 454499
PRODUCTEN DIE IN DIT PROJECT ZIJN GEBRUIKT
Hoewel het niet per se een uitputtende lijst is, werden de volgende gereedschappen en materialen, geleverd door Easy Composites, in dit project gebruikt.
De hieronder getoonde hoeveelheid is de geschatte hoeveelheid die in het project is gebruikt, afgerond naar de dichtstbijzijnde beschikbare kitgrootte of hoeveelheid.
GEREEDSCHAP & APPARATUUR





MATERIALEN VOOR HET MAKEN VAN MODELLEN

MATERIALEN & VERBRUIKSARTIKELEN



VACUÜMZAKBENODIGDHEDEN


MICROPOREUZE PRODUCTEN

INFUSIE APPARATUUR & VERBRUIKSARTIKELEN




VERSTERKINGEN

HARS & PIGMENTEN

VIDEO-HANDLEIDING
Productie van Koolstofvezelmatrijzen op Hoge Temperatuur met Harsinfusie
In deze composiet training video demonstreren we hoe je koolstofvezel mallen/tools voor hoge temperaturen maakt, geschikt voor het uitharden van prepregs en andere laminaten tot 160°C, met behulp van een harsinjectie van Easy Composites' EL160 epoxyhars systeem voor hoge temperaturen.
Voordelen van dit proces zijn onder meer lagere materiaalkosten vergeleken met tooling prepregs, compatibiliteit met een breed scala aan patroonmaterialen, en de mogelijkheid van een initiële uitharding bij omgevingstemperatuur voor maximale dimensionale nauwkeurigheid.
WAT U GAAT LEREN
In deze video leert u de vereisten en methoden voor het creëren van een geschikt patroon. Vervolgens wordt de methode voor het opbouwen van de hogetemperatuurmal gedemonstreerd, inclusief de verschillende overwegingen die specifiek zijn voor hogetemperatuur- en infusieprocessen. We voegen ook een aangepaste 'hechtmiddel' toe om te gebruiken in plaats van spuitlijmen.
De infusie vacuümzakstapel en de infusie zelf komen ook aan bod, gevolgd door de juiste uitharding en nabewerking.
Tot slot zal het bijsnijden en afwerken van de mal worden getoond.
WAT U NODIG HEEFT
Materialen en Apparatuur Die Nodig Zijn om het Project te Voltooien
Geschikt Patroon - Zie sectie 2 hieronder.
CR1 Easy Lease Chemisch Lossingsmiddel. - Gebruikt om ervoor te zorgen dat de geïnfuseerde mal niet aan het patroon blijft plakken.
Vacuümzak Afdichtband - Geplaatst op de patroonflens om de vacuümzak tegen af te dichten.
Koolstofvezel 2x2 Keperbinding 210g Geweven Stof - gebruikt op beide maloppervlakken voor een fijne afwerking en om een gebalanceerde lay-up te garanderen.
300g Koolstofvezel Niet-Geweven Mat - gebruikt in gebieden met scherpe hoeken en details om holtes te voorkomen in die lastige gebieden.
Koolstofvezel 2x2 Keperbinding 450g Geweven Doek - De belangrijkste bulkversterking om sterkte en dikte aan de mal toe te voegen.
ML3 Meerlaags Infusiemedium - Gecombineerde eigenschappen van afscheurweefsel en infusiegaas in één materiaal.
Harsinfusie Spiraal - Helpt de hars te verdelen van de toevoerleiding naar het onderdeel.
MTI® Slang - Microporeuze Vacuümleiding - Helpt de hars te stoppen met vloeien aan de rand van het onderdeel en voorkomt dat overtollige hars in de opvangpot terechtkomt terwijl de hars elders infuseert.
6mm PVC Vacuümslang - Gebruikt om de harsaanvoer- en vacuümleidingen op de zak aan te sluiten.
Harsinfusie Siliconen Connector - Wordt gebruikt om de slangen door de vacuümzak te leiden.
VB160 Vacuümzakfolie - Creëert de vacuümzak die nodig is voor de infusie.
SQUEEZEE Professionele Infusielijnklem - gebruikt om vacuüm- en hars toevoerleidingen af te klemmen.
Vac Checker® Precisie Digitale Vacuümmeter - gebruikt om lekdetectie te vergemakkelijken tijdens de lekvaltest.
EC4 Compacte Composieten Vacuümpomp - gebruikt om vacuüm te trekken en vast te houden op de zak tijdens de harsinfusie.
CP1 Harsinfusie Opvangpot - Gebruikt om te voorkomen dat hars in de pomp terechtkomt.
EL160 Epoxy Lamineerhars voor Hoge Temperaturen - De hars die wordt gebruikt om de mal te infuseren, waardoor deze de nodige hoge temperatuurcapaciteit krijgt.
Kunststof Ontvormwiggen - Helpt bij het verwijderen van ML3 infusiemedia en bij het verwijderen van de mal van het model.
Perma-Grit Grote Schuurbok met Wig - gebruikt om de ruw gesneden randen van de mal netjes en glad te maken.
Mirka P1200 Nat en Droog Schuurpapier - Voor Het Vlak Maken van Het Maloppervlak.
S120 Geavanceerd Plaat- & Malafdichtmiddel - Herstelt de glanzende afwerking van de mal.
STAP-VOOR-STAP HANDLEIDING

1. Verschillende Methoden voor het Maken van Hogetemperatuurmallen
Hogetemperatuurmallen kunnen op verschillende manieren worden gemaakt, elk met hun eigen voor- en nadelen.
Metalen mallen kunnen worden gebruikt voor toepassingen met grote volumes of waar dimensionale nauwkeurigheid minder kritisch is. De belangrijkste nadelen zijn de kosten van het halffabricaat en de bewerking ervan, en het feit dat bij hoge temperaturen de hoge CTE van het metaal de dimensionale nauwkeurigheid zal beïnvloeden.
Gereedschapsmallen van pre-preg koolstof worden ook vaak gebruikt en werken, dankzij de lage CTE van de afgewerkte mal, goed waar dimensionale nauwkeurigheid belangrijk is. Het grootste nadeel is de vereiste dat het model temperatuurbestendig moet zijn voor de initiële uitharding van de pre-preg.
Het handmatig lamineren van een mal voor hoge temperaturen omvat doorgaans een gelcoat voor hoge temperaturen en lamineerhars, meestal aangebracht met koolstofvezel. Dit is de meest toegankelijke methode, maar de nadelen zijn onder meer de noodzaak van een zekere vaardigheid om een hoogwaardig, luchtbelvrij laminaat te verkrijgen en het feit dat de gelcoatlaag een licht onevenwichtige opbouw kan veroorzaken, wat in sommige gevallen kan leiden tot vervorming of kromtrekking van de mal.
Met hars geïnfuseerde mallen bieden veel voordelen van tooling pre-pregs, zoals een lage CTE en hoge temperatuurbestendigheid. Ze maken het ook mogelijk om patroonmaterialen te gebruiken die minder temperatuurbestendig zijn, dankzij de uitharding bij lage temperatuur. Dit betekent dat u de goedkopere modelplaten op basis van polyurethaan en andere patroonmaterialen kunt gebruiken die ongeschikt zijn voor uitharding bij hoge temperaturen. Een gelcoat moet worden vermeden voor dimensioneel nauwkeurige onderdelen om de lichte vervorming of kromtrekking te voorkomen die op vergelijkbare wijze kan optreden bij handmatig gelegde mallen.
2. Geschikte Materialen voor Modelbouw
PU-Gebaseerde Modelplaten zijn ideaal voor geïnfuseerde mallen, aangezien het materiaal goedkoper is dan het epoxy gereedschapsblok en net zo gemakkelijk tot een goede afwerking kan worden bewerkt.
In dit geval werd het model gemaakt van Epoxy Tooling Board, aangezien het al was gebruikt voor het maken van een mal op basis van tooling pre-preg. Idealiter is een grotere flens nodig om het infusie-opbouw- en vacuümzakproces te vergemakkelijken.
De modelplaat is bewerkt, vervolgens afgewerkt met S120 Advanced Board Sealer om het oppervlak af te dichten en de mal een hoogwaardige glanzende afwerking te geven. Daarna wordt het behandeld met 6 lagen CR1 Easy Lease Chemisch Lossingsmiddel om een probleemloze lossing van de afgewerkte mal van het model te garanderen.

3. De Wapening Aanbrengen
Voordat de wapening wordt aangebracht, is de gumtape rond de flens gelegd om ervoor te zorgen dat deze op een schoon en vezelvrij oppervlak komt, klaar voor de infusie.
Voor deze specifieke lay-up is het uitstekend mogelijk om alle vezels aan te brengen zonder het gebruik van een spuitlijm om de vezels op hun plaats te houden. Traditionele spuitlijmen kunnen oppervlaktebeschadigingen achterlaten, dus op de mal moeten ze waar mogelijk vermeden worden. Het is mogelijk om het oppervlak kleverig te maken met de EL160 High Temp Epoxyhars op 2 manieren. Ten eerste, breng een zeer dunne laag hars aan met een kwast en laat deze gedeeltelijk uitharden totdat het kleverig wordt binnen 2-3 uur. Ten tweede is het mogelijk om een doe-het-zelf tackifier spray te maken door een deel van de hars te mengen en deze vervolgens te laten staan tot het einde van de potlife, precies wanneer het begint te geleren. Voeg op dit punt aceton toe in een verhouding van 2 delen aceton op één deel hars, meng en breng het vervolgens aan op het oppervlak. Kleine verstuiverflesjes kunnen ideaal zijn voor de toepassing. Binnen enkele minuten zal het spuitmengsel zeer kleverig zijn en klaar voor de plaatsing van het weefsel.
De eerste laag van de mal maakt gebruik van een lichter 210g kepergeweven doek. Dit zorgt voor zowel een glad oppervlak als een uitstekende drapeerbaarheid over malrondingen en details. Aangezien dit een niet-cosmetische toepassing is, is het volkomen acceptabel om te snijden en te overlappen op plaatsen met moeilijke details.
Waar sprake is van lastige en nauwe details, is een Koolstofvezel Niet-Geweven mat ideaal om deze gebieden en details op te vullen die potentiële plaatsen kunnen worden voor holtes of brugvorming. De non-woven mat kan worden gesneden en geplaatst waar nodig, waardoor het detail wordt gladgestreken voor de daaropvolgende lagen wapening.
De gewenste totale dikte van de mal bepaalt hoeveel wapening nodig is om de mal de nodige sterkte te geven. Een typische mal zoals deze zou variëren tussen 2 en 10mm in dikte, waarbij 2mm een zeer kleine mal is en 10mm een grote mal, zoals voor een chassis of romp. In dit geval is 5mm ongeveer juist voor de mal die wordt gemaakt.
In dit geval betekent dit dat 8 lagen van de 450g Twill Geweven Koolstofvezel nodig zijn om de gewenste dikte te bereiken. Aangezien de malsterkte over het algemeen niet zo kritisch is, kan dit een ideale gelegenheid zijn om verschillende reststukken en stukken stof op te gebruiken die u misschien niet voor cosmetische onderdelen zou gebruiken. Ook goedkopere overtollige en kortingsmaterialen zijn ideaal voor het maken van mallen.
Om de laminaatopbouw af te werken, wordt een laatste laag van 210g twill geweven doek gebruikt. Hoewel niet zo kritisch bij deze specifieke vorm van de mal, is het goede praktijk om een gebalanceerde opbouw te hebben, zodat er tijdens het uithardings- en na-uithardingsproces weinig of geen vervorming of kromtrekking van de mal optreedt.
Op dit punt worden de overtollige randen van het materiaal afgesneden, klaar voor het aanbrengen van de infusiezakopbouw.

4. Infusiestapel en Verbruiksartikelen
In veel gevallen zou de infusie-opbouw een traditionele peel ply en infusiegaas gebruiken. In dit geval wordt echter de ML3 Multi Layer Infusiemedia gebruikt. Dit fungeert in feite als zowel de peel ply als het gaas in één materiaal. De belangrijkste voordelen zijn een snellere lay-up en een veel eenvoudigere demontage na infusie. Traditionele peel ply en infusiegaas kunnen moeilijk te verwijderen zijn, vooral bij complexer gevormde infusies. De ML3 is veel gemakkelijker te verwijderen.
De ML3 zal zich aanpassen aan matige krommingen en details, maar kan gemakkelijk worden gesneden en overlapt waar nodig om het te laten aansluiten. Het is belangrijk ervoor te zorgen dat er geen gaten zijn en dat alle stof bedekt is.
Vervolgens worden de infusiespiraal en de harsinfusie siliconenconnector op hun plaats bevestigd. Om de af te leggen afstand te minimaliseren, wordt de spiraal op de middenlijn van het onderdeel geplaatst. Omdat het een dik laminaat en een mal betreft, zou print-through, hoewel onwaarschijnlijk, in dit geval geen probleem zijn.
Voor de vacuümleiding moet de MTI slang aan beide zijden van de mal worden gebruikt om ervoor te zorgen dat de hars stroomt waar het nodig is. De slang zorgt ervoor dat het vacuüm in het droge gedeelte van de onderdelen blijft, waardoor de harsstroom behouden blijft totdat het laminaat volledig is bevochtigd.
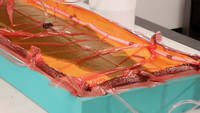
In dit stadium worden de VB160 Vacuümzakfolie en extra gumtape plooien aangebracht op de opstelling om een afgesloten zak te creëren voor de infusie. Er wordt zorgvuldig op gelet om slechts een kleine hoeveelheid van het rugpapier van de gum tape tegelijk te verwijderen om de kans te minimaliseren dat verdwaalde vezels op de tape vallen.
De hars toevoer- en vacuümleidingen worden vervolgens in de zak gestoken en de vacuümleiding wordt afgesloten. Aangezien de MTI slang de luchtstroom sterk beperkt, wordt de initiële afzuiging van lucht uit de zak en de lektest uitgevoerd via de hars toevoerleiding. De opstelling wordt omgekeerd voor de daadwerkelijke infusie. Het enige wat nu nog rest is het uitvoeren van de lektest om er zeker van te zijn dat een volledig afgesloten zak is bereikt.
5. Het Infuseren van de Mal
De mal is nu klaar om geïnfuseerd te worden. De EL160 Hoge Temperatuur Epoxy Lamineerhars moet in dit geval worden gebruikt vanwege de hoge temperatuureigenschappen die nodig zijn voor deze mal. De EL160 zal in staat zijn om mallen te produceren die tot 160°C kunnen worden gebruikt. Als uitharding bij hoge temperatuur geen probleem is, kan dezelfde techniek worden gebruikt met de standaard IN2 Infusion Epoxyhars.
De EL160 heeft een hogere viscositeit dan een typische infusiehars, dus het verkorten van de afstand die de hars moet afleggen, zoals bij de opstelling op deze mal, is noodzakelijk om ervoor te zorgen dat de mal volledig wordt geïnfuseerd binnen de potlife van de hars. Een tweede methode zou zijn om de infusie uit te voeren bij een verhoogde temperatuur door de hele mal in een oven op 40°C te plaatsen. Bij die temperatuur zal de viscositeit aanzienlijk worden verminderd en kunnen snelle infusietijden worden bereikt.
De EL160 wordt afgemeten en gemengd net als elk ander harssysteem, waarbij zorgvuldig wordt gelet op nauwkeurige meting en grondige menging. Eenmaal volledig gemengd, wordt de harstoevoerleiding geopend en infuseert de hars in de mal. Ondanks de hogere viscositeit zorgde de zorgvuldige planning van de harstoevoer- en vacuümleidingen ervoor dat deze mal in ongeveer 20 minuten volledig was geïnfuseerd. In dit stadium kunnen de hars- en vacuümleidingen worden afgeklemd en kan de initiële uitharding worden uitgevoerd.

6. Initiële Uitharding
Vanwege de aard van de EL160 Hoge Temperatuur Epoxy is het noodzakelijk om de initiële uitharding uit te voeren bij een verhoogde temperatuur van 40°C. Als de mal uitsluitend bij kamertemperatuur zou uitharden, kan de hars vrij broos worden, wat betekent dat deze tijdens het ontmallen kan afbrokkelen en barsten.
Er zijn twee basismanieren om deze uitharding uit te voeren: laat de mal eerst 24 uur uitharden bij kamertemperatuur, plaats vervolgens de complete mal in een oven en hard deze nog eens 24 uur uit bij 40°C. Als alternatief plaatst u de mal direct na infusie in een oven en hardt u deze 24 uur uit bij 40°C.

7. Ontmantelen en Ontmallen
Om te controleren of de mal volledig is uitgehard, buigt u de harsaanvoerlijn. De hars moet zeer taai aanvoelen en het buigen weerstaan, en mag niet barsten of breken. In dit stadium is de mal klaar om van het model te worden losgemaakt.
Breek de vacuümzakopbouw af door eerst de vacuümzakfolie te verwijderen. Verwijder vervolgens de ML3-laag. Deze laat veel gemakkelijker los dan een traditioneel gaas. Een goede methode is om eenvoudigweg een paar zachte wiggen tussen de ML3 en het laminaat te drijven om het losmaakproces te starten en het vervolgens eraf te trekken.
Om de mal te ontmallen, kan het doorgaans vrij moeilijk zijn om de stijve mal van het stijve model te lossen. Echter, de tapsheid aan de randen van de mal betekent dat het gelijkmatig drijven van enkele wiggen rond de omtrek tussen het model en de mal de mal snel zal lossen.

8. Nabehandeling van de Mal
Nu de mal is ontkist, is het, om de hoge temperatuurcapaciteit van de hars te realiseren, noodzakelijk om een post-uitharding bij verhoogde temperatuur uit te voeren. In wezen moet de mal geleidelijk in stappen tot de bedrijfstemperatuur van de mal worden gebracht. Als de gebruikstemperatuur bijvoorbeeld 120°C moet zijn, dan moet de post-uitharding ten minste tot 120 of 130°C gaan. Om het maximale potentieel van het EL160-harssysteem te realiseren, kan het tot 160°C worden nagehard om een gebruikstemperatuur van 160°C te bereiken.
De reden voor de getrapte nacuring is om overmatige verzachting en potentiële vervorming of kromtrekking van de mal tijdens de nacuring te voorkomen. Zelfs met een getrapte nacuring zal de hars enigszins verzachten, dus het is belangrijk om ervoor te zorgen dat de mal tijdens de nacuring wordt ondersteund. Op vlakke oppervlakken zoals deze mal kan deze tijdens de nacuring eenvoudig op een vlak oppervlak worden gelegd. Meerdelige mallen moeten aan elkaar worden geschroefd om de vorm te stabiliseren en ervoor te zorgen dat de onderdelen van de mal goed aansluiten.
In de meeste gevallen wordt de mal nagehard buiten het model. Dit komt door de verschillende thermische uitzettingscoëfficiënten (CTE's) van het modelmateriaal en de mal zelf. De verschillende uitzettingssnelheden kunnen verdraaiing, vervorming of kromtrekking van de mal veroorzaken.

9. Bijsnijden en Afwerken van de Hogetemperatuurmal
Nadat het naharden is voltooid, kan de mal worden bijgesneden en afgewerkt. De flenzen kunnen eenvoudig met elektrisch gereedschap worden bijgesneden en vervolgens worden afgewerkt met een schuurblok en schuurpapier.
De mal zou dan kunnen worden gecoat met lossingsmiddel en direct in gebruik kunnen worden genomen. In dit geval is er echter een zeer lichte textuur op het maloppervlak door de porositeit van de modelplaat die als model is gebruikt. Dit wordt weggeschuurd met 1200 grit nat- en droogschuurpapier. Het schuurt gemakkelijk en snel weg, aangezien het een positieve afdruk is van de oppervlakteporositeit op de modelplaat.
De mal wordt vervolgens gereinigd met MC1 Mould Cleaner voordat deze wordt voorzien van 2 lagen S120 Advanced Board Sealer om de glanzende afwerking te herstellen. Het is belangrijk om de S120 in een lineair patroon aan te brengen en niet terug te gaan voordat het is uitgehard, aangezien dit zorgt voor een mooie, gelijkmatige filmlaag.
Nu het maloppervlak glad is en de glansafwerking is hersteld, is de mal klaar om in gebruik te worden genomen. De harsinfusie heeft een hoogwaardige mal geproduceerd, ideaal voor gebruik in omgevingen met hoge temperaturen tot 160°C.
DISCUSSIE (6)
Deel al uw vragen of opmerkingen over deze videohandleiding.
De gebruikte CNC-machine is van het merk FourSun.
U zou het niet gebruiken bij dit proces; het doel hiervan is dat u geen gelcoat hoeft te gebruiken.
Eerlijk gezegd, voor een productiecomposietmal is het zeker aan de lichte kant! Neem een typische F1-mal, die is ongeveer 8mm (16 lagen). Ook maakt de vorm een verschil; vlakkere mallen hebben minder inherente stijfheid en hebben dus meer versteviging nodig. Deze mal had gemakkelijk aanzienlijk meer kunnen gebruiken!
Geweldige vraag, en eentje die we zelf ook hadden! U zult merken dat wanneer we de 'tackifier' aanbrengen, dit gebeurt met een zachte veegbeweging. Deze techniek lijkt prima te werken op het goed voorbereide oppervlak en we hebben geen problemen met loslaten opgemerkt. Als u agressiever zou zijn met de toepassing en over het oppervlak zou schrobben, dan kan dit inderdaad de oppervlakte van het lossingsmiddel aantasten.
Voor een hogetemperatuurmal is het vrijwel onmogelijk om alleen een handlaminatiemethode te gebruiken zonder problemen te ondervinden van interne holtes die zichtbaar worden wanneer de mal op temperatuur wordt gebracht. Er zijn enkele technieken die kunnen helpen deze problemen te voorkomen, maar deze zijn niet waterdicht, en daarom is het in de regel veel beter om hogetemperatuurmallen te maken met behulp van een vacuümproces. U krijgt ook een veel hogere vezelfractie, wat de CTE laag zal houden, in lijn met de componenten waarvoor de mal zal worden gebruikt.
De vorm en het ontwerp van deze mal zijn zodanig dat de vezels niet gedraaid hoefden te worden. Bovendien, omdat er geen hoge sterkte nodig is, heeft het weinig zin om sommige lagen te draaien. Daarom zijn alle lagen van 450g wapening in een 0/90 graden oriëntatie gelegd.
EEN OPMERKING OF VRAAG ACHTERLATEN
PRODUCTEN DIE IN DIT PROJECT ZIJN GEBRUIKT
Hoewel het niet per se een uitputtende lijst is, werden de volgende gereedschappen en materialen, geleverd door Easy Composites, in dit project gebruikt.
De hieronder getoonde hoeveelheid is de geschatte hoeveelheid die in het project is gebruikt, afgerond naar de dichtstbijzijnde beschikbare kitgrootte of hoeveelheid.
GEREEDSCHAP & APPARATUUR
MATERIALEN VOOR HET MAKEN VAN MODELLEN
MATERIALEN & VERBRUIKSARTIKELEN
VACUÜMZAKBENODIGDHEDEN
MICROPOREUZE PRODUCTEN
INFUSIE APPARATUUR & VERBRUIKSARTIKELEN
VERSTERKINGEN
HARS & PIGMENTEN
DISCUSSIE (6)
Deel al uw vragen of opmerkingen over deze videohandleiding.
De gebruikte CNC-machine is van het merk FourSun.
U zou het niet gebruiken bij dit proces; het doel hiervan is dat u geen gelcoat hoeft te gebruiken.
Eerlijk gezegd, voor een productiecomposietmal is het zeker aan de lichte kant! Neem een typische F1-mal, die is ongeveer 8mm (16 lagen). Ook maakt de vorm een verschil; vlakkere mallen hebben minder inherente stijfheid en hebben dus meer versteviging nodig. Deze mal had gemakkelijk aanzienlijk meer kunnen gebruiken!
Geweldige vraag, en eentje die we zelf ook hadden! U zult merken dat wanneer we de 'tackifier' aanbrengen, dit gebeurt met een zachte veegbeweging. Deze techniek lijkt prima te werken op het goed voorbereide oppervlak en we hebben geen problemen met loslaten opgemerkt. Als u agressiever zou zijn met de toepassing en over het oppervlak zou schrobben, dan kan dit inderdaad de oppervlakte van het lossingsmiddel aantasten.
Voor een hogetemperatuurmal is het vrijwel onmogelijk om alleen een handlaminatiemethode te gebruiken zonder problemen te ondervinden van interne holtes die zichtbaar worden wanneer de mal op temperatuur wordt gebracht. Er zijn enkele technieken die kunnen helpen deze problemen te voorkomen, maar deze zijn niet waterdicht, en daarom is het in de regel veel beter om hogetemperatuurmallen te maken met behulp van een vacuümproces. U krijgt ook een veel hogere vezelfractie, wat de CTE laag zal houden, in lijn met de componenten waarvoor de mal zal worden gebruikt.
De vorm en het ontwerp van deze mal zijn zodanig dat de vezels niet gedraaid hoefden te worden. Bovendien, omdat er geen hoge sterkte nodig is, heeft het weinig zin om sommige lagen te draaien. Daarom zijn alle lagen van 450g wapening in een 0/90 graden oriëntatie gelegd.
EEN OPMERKING OF VRAAG ACHTERLATEN
100% VEILIG
BETAALMETHODEN
Easy Composites EU B.V., geregistreerd in Nederland 73601195. Alle inhoud auteursrecht (C) Easy Composites Ltd, 2025. Alle rechten voorbehouden.