Heb je hulp of advies nodig?![]() +44 31 54566 456666
+44 31 54566 456666
VIDEO'S IN DEZE SERIE
Deze video is deel 2 van een 3-delige serie: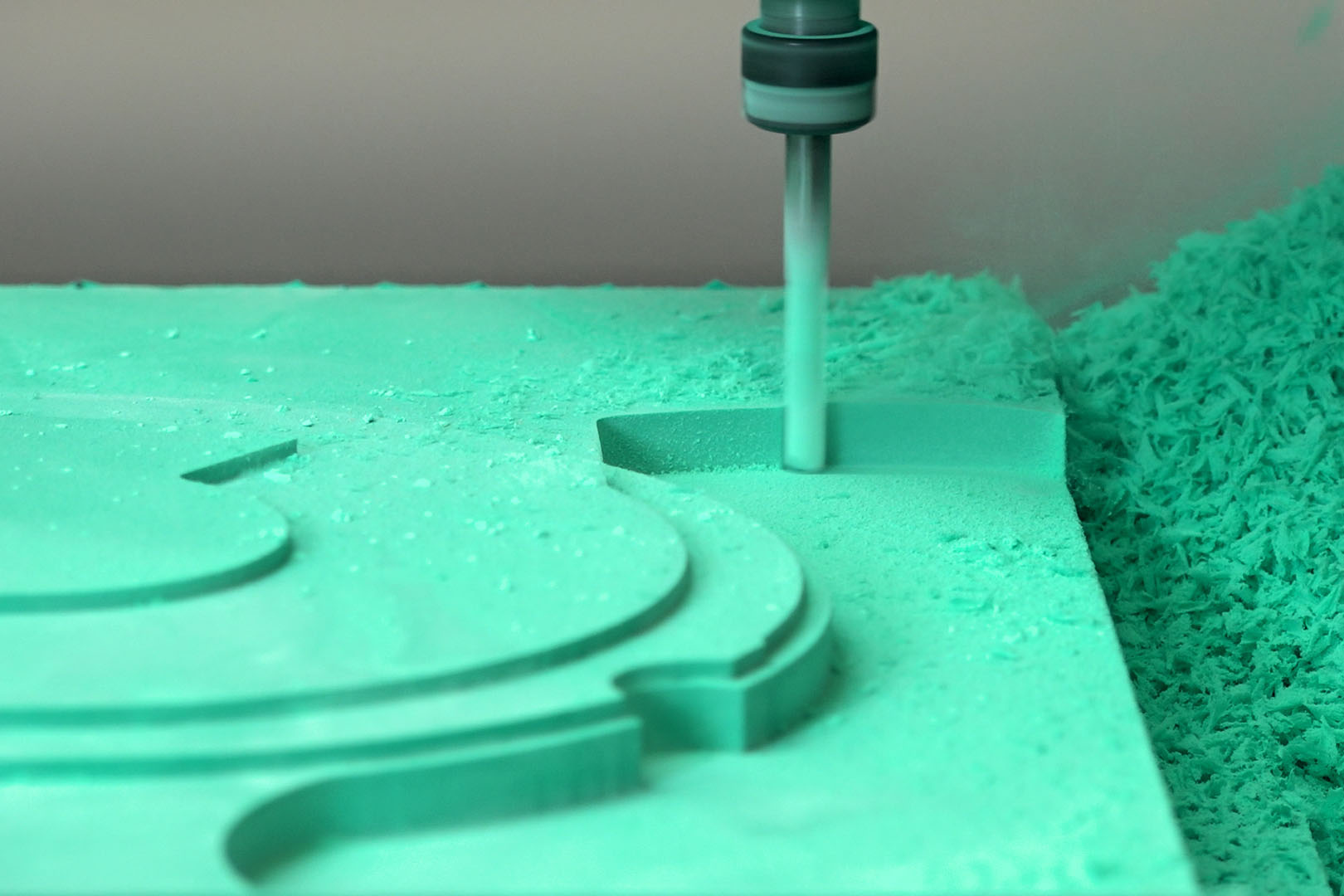


PRODUCTEN GEBRUIKT IN DIT PROJECT
Hoewel dit niet noodzakelijkerwijs een volledige lijst is, zijn de volgende gereedschappen en materialen, geleverd door Easy Composites, gebruikt in dit project.
De hieronder getoonde hoeveelheid is de hoeveelheid die bij benadering in het project is gebruikt, naar boven afgerond op de dichtstbijzijnde beschikbare kitmaat of hoeveelheid.
MATERIALEN & VERBRUIKSARTIKELEN

VERBRUIKSARTIKELEN VOOR VACUÜMZAKKEN




GEREEDSCHAP & UITRUSTING


MATERIALEN VOOR HET MAKEN VAN MALLEN

VIDEO TUTORIAL
Hoe Prepreg koolstofvezel mallen maken met behulp van Tooling Prepreg
In deze instructievideo laten we zien hoe je onze XT135 Prepreg voor koolstofvezelgereedschappen gebruikt om zeer nauwkeurige en temperatuurstabiele composiet prepreg mallen te maken die ideaal zijn voor gebruik bij de productie van prepreg koolstofvezelonderdelen.
Het patroon dat we gebruikten om de mal van te maken was een CNC gefreesd blok van onze EB700 epoxy gereedschapsplaat die was afgedicht met S120 tooling board sealer en vervolgens voorbereid met verschillende toepassingen van Easy-Lease chemisch lossingsmiddel. Voor volledige details over hoe we het patroon hebben bewerkt en voorbereid, zie de vorige instructievideo in de serie; Precisiepatronen en matrijzen uit 3D CAD door CNC-bewerking van epoxy gereedschapsplaat.
Omdat het een kleine mal is, besloten we deze te lamineren met slechts 3 lagen in totaal; een laag XT135 Tooling Prepreg Surface Ply en twee lagen XT135 Tooling Prepreg Backing Ply. Voor grotere mallen of wanneer meer stijfheid vereist is, wordt een totaal van 4 ruglagen aanbevolen.
INLEIDING

Inleiding
XT135 is een gespecialiseerd prepregsysteem voor gereedschap dat is ontworpen om vormnauwkeurige composietmatrijzen van koolstofvezel te produceren met alleen vacuümzak- en ovenuitharding (buiten de autoclaaf). Om de hoogst mogelijke kwaliteit matrijs-gereedschap te bereiken, moet XPREG® XT135 op de juiste manier worden verwerkt. De belangrijkste gebieden van belang zijn de compatibiliteit van het patroonoppervlak, de lay-up- en verpakkingsprocedure en de uithardings- en post-uithardingscycli.

Patroon voorbereiden
Volledig compatibele patroonmaterialen
XPREG XT135 tooling prepregs zijn geschikt voor gebruik met chemisch compatibele patroon/gereedschapsmaterialen met een geschikte diensttemperatuur; deze omvatten:
- Epoxy gereedschapspaneel zoals de Easy Composites EP700
- Epoxyharsoppervlakken zoals gelcoat- of prepregcomponenten
- Aluminium/staal
- Glazen platen
NIET compatibele materialen
XPREG® XT135 is NIET geschikt voor gebruik met de volgende gereedschapsmaterialen vanwege de gebruikstemperatuur of chemische compatibiliteit:
- Polyester patroonoppervlakken, zoals die worden gebruikt voor traditionele 'glasvezel/GRP'-mallen
- Polyurethaan model/gereedschapsbord (vanwege uithardingsinhibitie van epoxy's door polyurethaan bij verhoogde temperatuur)
Alle patronen moeten (indien nodig) voor gebruik worden nagehard om er zeker van te zijn dat hun volledige gebruikstemperatuur wordt bereikt. Bij twijfel over de compatibiliteit van een matrijsmateriaal raden we sterk aan om een test uit te voeren voor de productie van het onderdeel.
Agent vrijlaten
We raden het gebruik van een chemisch lossingsmiddel aan, in het bijzonder Easy-Lease™ Chemical Release Agent. heeft bewezen perfect betrouwbaar te zijn in combinatie met XPREG® XT135 compatibele matrijsoppervlakken. Het lossingsmiddel moet ontworpen zijn voor gebruik bij hoge temperaturen en compatibel zijn met zowel epoxy prepregs als het patroonoppervlak.
Traditionele was voor gietvormen of PVA geven prepregs niet vrij en moeten dus NIET worden gebruikt. Doe bij twijfel een proef om de geschiktheid te testen. Poreuze oppervlakken zoals epoxy modelplaat moeten worden afgedicht met S120 Advanced Board & Mould Sealer of iets vergelijkbaars voordat het lossingsmiddel wordt aangebracht.
Nieuwe matrijsoppervlakken moeten ten minste 6 keer Easy-Lease™ krijgen voordat ze worden gelegd. richtlijnen voor meer informatie. Aanbevolen wordt om nog 1 keer Easy-Lease™ aan te brengen tussen elke vrijgave van onderdelen, vooral bij complexe onderdelen.
UITSPLITSING TUTORIAL

1. De sjablonen maken

2. Lamineren
Lamineren moet gebeuren in een schone en droge werkomgeving bij 17-20°C. Dit temperatuurbereik zorgt voor de optimale kleefkracht en verwerkbaarheid van het materiaal.
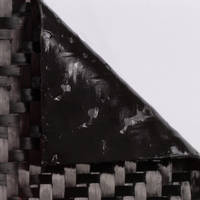
XPREG® XT135 bestaat uit een toplaag (XT135/S) en een backinglaag (XT135/B). De toplaag is herkenbaar aan de combinatie van rode en blauwe beschermfolie en heeft aan één zijde een fijne glasvezelmat. De backinglaag heeft een combinatie van blauwe folie en wit papier en heeft één zeer harsrijke zijde (zwart/takerig) en één vrij droge koolstofvezelzijde.
De toplaag moet met de glasfolie (blauwe folie) naar beneden tegen de voorkant van het patroon worden gelegd, de volgende backinglagen kunnen dan met een harsrijke kant naar beneden worden gelegd tot maximaal vier lagen, bij kleinere gereedschappen zijn 2 backinglagen meestal voldoende om voldoende stijve mallen te produceren.

3. Debulking
Ontbulken helpt de consolidatie te verbeteren en vermindert daarom de kans op holtes. Daarom raden we een standaard ontbulkprocedure aan op de bovenste laag en na de tweede backinglaag als er meer dan 2 backinglagen worden gelamineerd; breng P3 geperforeerde verwijderbare folie aan, gevolgd door een ontluchtingsdoek, vacuümzak en houd deze gedurende 20 minuten op volledig vacuüm, verwijder de vacuümzak en ga verder met de volgende lagen XPREG® XT135.

4. Vacuümzak
Film uitbrengen
Een P3 geperforeerde verwijderbare beschermfolie met geschikte gebruikstemperatuur moet worden aangebracht op het volledige open oppervlak van de prepreg. de prepreg, waarbij ervoor moet worden gezorgd dat er een nauw contact is zonder brugvorming. Indien nodig kan de Indien nodig kan de losse folie rond de omtrek van het onderdeel af en toe worden vastgezet met flash/release tape.
Ontluchter
De ademhalingsbescherming moet vervolgens over de geperforeerde beschermfolie worden gedrapeerd over het volledige oppervlak van het laminaat en onder het verbindingsstuk voor de doorvoerzak, zodat er een luchtpad is van het verbindingsstuk naar het laminaatoppervlak. oppervlak.
Als meerdere mallen in dezelfde zak worden uitgehard, moet tussen elk laminaat een ontluchter worden gebruikt om voor een continu luchtpad tussen de laminaten.
Vacuüm aftappen
De vacuümzak kan dan worden aangebracht en het vacuüm moet geleidelijk worden opgezogen. Plaats en herpositioneer de zak terwijl lucht wordt verwijderd.
Het is essentieel voor de kwaliteit van het eindresultaat dat de zak tijdens het pull-downproces zo wordt aangepast en geplaatst dat hij nergens op het oppervlak van het onderdeel overbrugt of uitrekt. zodat hij nergens op het oppervlak van het onderdeel overbrugt of uitrekt. Dit is een kritische stap om een goede consolidatie van het laminaat. Mogelijk moet er opnieuw lucht worden toegevoerd om herpositionering mogelijk te maken als overbrugde of uitgerekte gebieden worden vastgesteld.
Gebruik handgereedschap (soms 'dobbers' genoemd) om de vacuümzak stevig in de binnenkant van krappe hoeken of details te duwen. van krappe hoeken of details. Na de juiste lay-up, consolidatie en opzakking moet het onmogelijk zijn om enige 'overbrugging' of beweging te voelen wanneer je met een geschikt gevormd handgereedschap in hoeken of details drukt. overbrugging' of beweging te voelen zijn als met een passend gevormd handgereedschap in hoeken of details van het spuitgietwerk wordt gedrukt. Als er tegen het einde van het opzakproces twijfel is of de vacuümzak groot genoeg is om brugvorming te voorkomen, moet de zak worden vervangen. om brugvorming te voorkomen, dan moet de zak worden weggelaten en moet een nieuwe, grotere zak worden gemaakt.

5. Eerste uithardingscyclus
Deze initiële uithardingscyclus wordt aanbevolen in alle gereedschapstoepassingen. patroon zorgt voor optimale maatnauwkeurigheid en een uitzonderlijk laag leegtegehalte. Dit moet minimaal 16 uur worden uitgevoerd, als de inweektijd van 16 uur tot maximaal 48 uur wordt verlengd, kunnen de effecten van oppervlaktebedrukking verminderen.

6. Post-uitharding bij hoge temperatuur
De post-uithardingscyclus is nodig om de volledige gebruikstemperatuur van de mal te bereiken. Een langzame en gecontroleerde helling is essentieel voor de beste afwerking en dimensionale stabiliteit te garanderen. De na-uitharding moet vrijstaand worden uitgevoerd (los van het patroon). om de mal te ondersteunen tijdens het uitharden om het risico op kromtrekken te minimaliseren.
DISCUSSIE (22)
Laat het ons weten als je vragen of opmerkingen hebt over deze videotutorial.
LAAT EEN OPMERKING OF VRAAG ACHTER
PRODUCTEN GEBRUIKT IN DIT PROJECT
Hoewel dit niet noodzakelijkerwijs een volledige lijst is, zijn de volgende gereedschappen en materialen, geleverd door Easy Composites, gebruikt in dit project.
De hieronder getoonde hoeveelheid is de hoeveelheid die bij benadering in het project is gebruikt, naar boven afgerond op de dichtstbijzijnde beschikbare kitmaat of hoeveelheid.
MATERIALEN & VERBRUIKSARTIKELEN
VERBRUIKSARTIKELEN VOOR VACUÜMZAKKEN
GEREEDSCHAP & UITRUSTING
MATERIALEN VOOR HET MAKEN VAN MALLEN
DISCUSSIE (22)
Laat het ons weten als je vragen of opmerkingen hebt over deze videotutorial.
LAAT EEN OPMERKING OF VRAAG ACHTER
100% BEVEILIGD
BETALINGSMETHODEN
Easy Composites EU B.V., geregistreerd in Nederland 73601195. Alle inhoud auteursrechtelijk beschermd (C) Easy Composites Ltd, 2025. Alle rechten voorbehouden.