Hulp of advies nodig?![]() +44 (0)1782 454499
+44 (0)1782 454499
VIDEO'S IN DEZE SERIE
Deze video is deel 5 van een 5-delige serie:



PRODUCTEN DIE IN DIT PROJECT ZIJN GEBRUIKT
Hoewel het niet per se een uitputtende lijst is, werden de volgende gereedschappen en materialen, geleverd door Easy Composites, in dit project gebruikt.
De hieronder getoonde hoeveelheid is de geschatte hoeveelheid die in het project is gebruikt, afgerond naar de dichtstbijzijnde beschikbare kitgrootte of hoeveelheid.
HULPMATERIALEN












COMPONENTMATERIALEN



GEREEDSCHAP & APPARATUUR







VIDEO-HANDLEIDING
Diepgaande Gids voor Harsinfusie
In deze vijfde en laatste video in onze Dark Ice Project tutorial serie, duiken we diep in de praktische technieken van harsinfusie.
WAT U GAAT LEREN
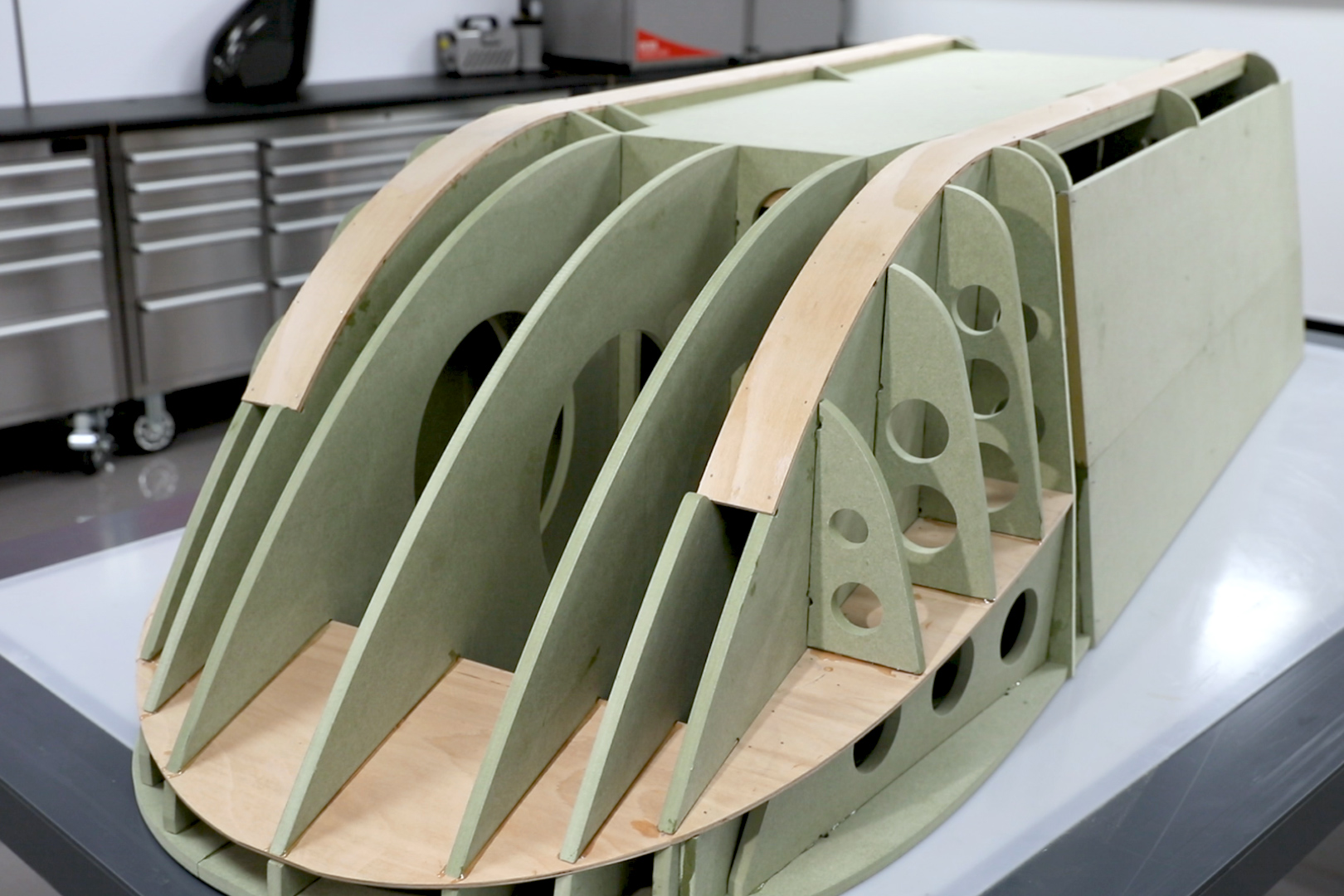
Met behulp van de grote 3 meter lange sleevorm die tijdens de serie is gemaakt, behandelt deze laatste tutorial de harsinfusie van de met Kevlar versterkte vormstukken.
De tutorial bevat richtlijnen over:
- Best practices voor het plaatsen van de versterking
- Het opnemen van '3D Core' kernmateriaal in een laminaat
- Bepalen waar toevoerleidingen en spiralen moeten worden geplaatst
- Waar vacuümleidingen moeten worden geplaatst
- Vacuümzaktechniek en valtesten
- Het uitvoeren van de infusie zelf
INTRODUCTIE
Introductie
Harsinfusie is een geavanceerde techniek voor de productie van hoogwaardige, luchtbelvrije composieten, zelfs op grote of complexe mallen. Het proces is bij uitstek geschikt voor de productie van koolstofvezel en andere geavanceerde materiaalcomposieten en wordt veelvuldig gebruikt door professionele fabrikanten voor de productie van koolstofvezel carrosseriepanelen zoals motorkappen en door maritieme fabrikanten voor de productie van bootrompen, waardoor dit proces ideaal is voor dit project.
Versterking wordt normaal gesproken 'droog' in de mal gelegd, d.w.z. zonder hars, maar bij de slee is het wenselijk om een gekleurde gelcoat afwerking te hebben. Dus in dit geval wordt de GC50 Epoxy Compatible Polyester Gelcoat, gepigmenteerd zwart, eerst op de met lossingsmiddel beklede mal gebruikt voordat we de Kevlar versterking aanbrengen. Het wordt vervolgens omsloten door een speciaal geconfigureerde stapel zakmaterialen (zoals peel ply, infuusnet en zakfolie) voordat het wordt blootgesteld aan vacuümdruk met behulp van een composiet vacuümpomp. Zodra alle lucht uit de zak is verwijderd en de versterking volledig is samengedrukt onder atmosferische druk, wordt vloeibare epoxyhars (gemengd met verharder) in de versterking gebracht via een pijp die vervolgens onder vacuüm door de versterking infundeert. Zodra de hars volledig door de versterking is geïnfundeerd, wordt de toevoer van hars afgesneden (met behulp van een pijpklem) en wordt de hars achtergelaten om uit te harden, nog steeds onder vacuüm.
WAT U NODIG HEEFT
Materialen en Apparatuur die Nodig Zijn voor de Infusie
Losmiddel
Ons CR1 Easy-Lease Losmiddel is ideaal voor infusieprojecten vanwege de zeer goede losseigenschappen op diverse matrijsondergronden.
GC50 Gelcoat
De GC50 gelcoat is zwart gepigmenteerd en wordt op het maloppervlak gespoten om een gelijkmatige, sterke gelcoat afwerking te geven aan de afgewerkte slee.
Polyester Zwart Pigmentpasta
Dit wordt gemengd met de GC50 om een dekkende zwarte kleur te geven aan het oppervlak van de slede.
FusionFix GP Spuitlijm
Deze spuitlijm wordt gebruikt om de stof op zijn plaats te houden tijdens het lamineren op verticale oppervlakken en in de fijne details in sommige delen van de slee.
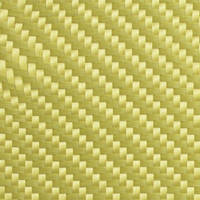
300g 2x2 Kevlar-Doek met Keperbinding
Dit zware Kevlar doek is gekozen vanwege zijn slagvastheid en algehele sterkte.
3DCORE PET 100 Infusieschuim
3D core is gekozen in een dikte van 5mm om extra stijfheid toe te voegen aan de vlakke delen van het slede-ontwerp. 3D core is ideaal voor gebruik bij harsinfusie dankzij de zeshoekige structuur die de hars in staat stelt tussen de kern en het onderliggende weefsel te stromen.
PP180 Economy Afscheurweefsel
Het economy afscheurweefsel wordt gebruikt als de eerste laag van de vacuümzakopbouw om het verwijderen van het gaas te vergemakkelijken zodra het onderdeel is geïnfuseerd.
FM100 Infusiegaas
Dit infusiegaas met gemiddelde doorstroming is perfect voor het verdelen van de infusiehars over het stofoppervlak. De gemiddelde doorstroming is ideaal voor infusies van deze grootte en zelfs groter.
Harsinfusie Spiraal Medium Flow
De infusiespiraal wordt gebruikt om de hars te verdelen zodra deze de vacuümzak binnengaat, om een zeer gemakkelijke harsstroom van de harsaantoevoerbuis in en rond een harsinfusieproject mogelijk te maken. De infusiespiraal wordt doorgaans onder de toevoerleiding geplaatst, waarbij de harsstroom naar de verdere hoeken van het onderdeel wordt geleid.
Harsinfusie Siliconen Connector
Herbruikbare siliconen connector, speciaal ontworpen voor het harsinfusieproces. De connector bevindt zich in de vacuümzak en accepteert de vacuümslang of harsinfusiespiraal.
ST150 Vacuümzak Afdichtband
Hoogwaardige vacuümzak afdichtband (ook bekend als tack-tape of drukband) gebruikt om sterke en betrouwbare afdichtingen te creëren tussen stukken vacuümzakfolie.
VB160 Vacuümzakfolie
VB160 is een hoogwaardige, universele vacuümzakfolie met uitstekende rek, flexibiliteit en perforatieweerstand. Geschikt voor uitharding bij omgevingstemperatuur, in de oven en in de autoclaaf tot een maximale temperatuur van 160°C.
6mm ID Budget PVC Vacuümslang
6mm ID (inwendige diameter) transparante PVC vacuümslang voor algemeen gebruik bij composiet vacuümzakken en harsinfusie. Deze voordelige slang is ideaal voor harsleidingen en vacuümleidingen bij harsinfusie, waarbij de hars in de slang uithardt, wat betekent dat deze niet opnieuw kan worden gebruikt.
Harsinfusie Slangklem
Deze harsinfusie slangklem wordt gebruikt om vacuümslangen en harsaantoevoerslangen af te klemmen tijdens bepaalde delen van de harsinfusie- of vacuümzakprocessen.
IN2 Epoxy Infusiehars LANGZAAM
Als infusie-epoxy heeft het een ultralage viscositeit, waardoor het snel door een reeks versterkingen kan infuseren. De uitstekende mechanische sterkte maakt het bij uitstek geschikt voor gebruik met hoogwaardige versterkingen zoals koolstofvezel en aramiden zoals Kevlar.
CP1 Hars Infusie Opvang Pot
Een harsinfusie opvang pot fungeert als een harsopvang en bevindt zich tussen de vacuümpomp en het infusieproject om te voorkomen dat er per ongeluk hars in de vacuümpomp wordt gezogen.
EC.4 Compacte Composieten Vacuümpomp
De pomp is ideaal geschikt voor gebruik bij vacuümzakken (inclusief prepregs), vacuümverlijming, harsinfusie en vacuümontgassing.
OVERZICHT TUTORIAL

1. Bereid de mal voor
Voordat het proces kan beginnen, is het essentieel om de matrijs te ontkisten zodat het onderdeel niet blijft plakken. Het losmiddel bij uitstek voor infusies is CR1 Easy-Lease Chemisch Lossingsmiddel. Omdat het vloeibaar is, wordt een dunne laag over het hele oppervlak aangebracht met een pluisvrije doek. Op een nieuwe mal als deze zijn 6 lagen nodig. Laat 15 minuten tussen de lagen en na de laatste laag 1 uur voordat je de mal gebruikt.

2. De gelcoat aanbrengen op de mal
Aangezien de GC50 met een spuitbeker pistool op de mal wordt aangebracht, worden de flenzen afgeplakt om problemen met nevel te voorkomen. De GC50 is een speciale epoxy-compatibele polyester gelcoat. In dit geval pigmenteren we het zwart met behulp van een polyester-compatibele zwarte pigmentpasta. Om een dekkende afwerking te bereiken, was 5 gew.% pigment nodig.
Zodra het pigment grondig was gemengd, werd 2 gew.% MEKP-katalysator toegevoegd aan de GC50 en werd de gelcoat in het spuitbeker pistool geladen. Het spuitbeker pistool wordt gevoed door een compressor en u kunt de druk en spuittechniek variëren om de beste resultaten te krijgen. Het is de moeite waard om tijd te besteden aan het oefenen op een reservepaneel om de juiste instellingen en techniek te krijgen. Vervolgens werd de mal met de gelcoat bespoten met behulp van het spuitbeker pistool. Een systematische en consistente aanpak leidt tot een mooie, gelijkmatige laag over de hele mal.
De GC50 gelcoat wordt vervolgens achtergelaten om volledig uit te harden tot een kleefvrije afwerking. De speciale formulering van de GC50 is zodanig dat deze, in tegenstelling tot normale polyester gelcoats, kleefvrij uithardt, waardoor deze geschikt is om te worden ondersteund met een epoxyhars als onderdeel van de infusie.

3. Het Laminaat Voorbereiden
Voor deze slee is in de vorige video besloten om Kevlar te gebruiken voor het grootste deel van het laminaat. We gebruiken ook 3D Core als structurele kern in alle vlakke gebieden voor extra stijfheid. De kern is gemakkelijk uit de voorraadplaten te snijden en kan worden verbonden door de zeshoekstructuur te gebruiken om de uitlijning te vergemakkelijken. De randen van de schuimkern moeten tot een afschuining worden geschuurd. Dit zorgt ervoor dat er, wanneer de Kevlar eroverheen wordt gelegd, geen scherpe randen zijn die een brug kunnen vormen en leegtes of andere problemen kunnen veroorzaken tijdens de infusie.
Voor dit project gebruiken we in de kerngebieden 2 lagen Kevlar aan weerszijden van de 3mm 3D-kern. Voor de rest van de lay-up worden 3 lagen Kevlar gebruikt, waarbij enkele belangrijke gelokaliseerde gebieden indien nodig extra lagen hebben. De Kevlar wordt gesneden met behulp van een set speciale Kevlar scharen, omdat andere vormen van scharen minder effectief zijn en snel bot worden bij het proberen door het zeer sterke Kevlar materiaal te snijden.

4. Het Laminaat Aanbrengen
Aangezien dit project een gekleurde gelcoat gebruikt, kan Fusion Fix-spuitlijm worden gebruikt om de materialen tijdens het aanbrengen op hun plaats te houden. Bij een heldere gel of geen gelinfusie moet het gebruik van spuitlijmen zoveel mogelijk worden vermeden op het zichtbare cosmetische oppervlak, omdat de lijm melkachtigheid kan veroorzaken en een onvolmaakte oppervlakteafwerking kan achterlaten. Het spaarzaam gebruiken van de spuitlijm voor de ruglagen is in bijna alle gevallen prima.
Zodra de mal spaarzaam is bedekt met Fusion Fix, wordt de eerste laag Kevlar in de mal gelegd. Er moet goed op worden gelet dat de stof zorgvuldig in alle details en hoeken wordt gelegd om het risico op overbrugging te vermijden. Vanwege de grootte van de mal worden verschillende stukken stof gelegd en overlapt om een sterke verbinding te garanderen. Het snijden van de stof is zo gepland dat de overlappingen zich in de hoeken, geleiders en schouders bevinden, omdat de extra dikte gunstig is in deze zwaar belaste gebieden. Er worden in eerste instantie twee lagen Kevlar aangebracht.
De kern wordt vervolgens aangebracht op de vlakke delen van het onderdeel om de stijfheid aan de zijkanten, de basis en de achterkant van de slee verder te vergroten. Het wordt niet gebruikt op de schouders of de voorkant, omdat deze gebieden onderhevig zijn aan grote impact en dus een solide Kevlar laminaat gunstiger is. Stroken Kevlar worden gesneden en rond de randen van de kern geplaatst in die zwaar belaste gebieden voordat de rest van de Kevlar wordt aangebracht.

5. Verbruiksartikelen voor Harsinfusie en Zakkenstapel
Voor een succesvolle infusie is het essentieel om een set bagging stack van materialen in de juiste volgorde en plaats te gebruiken. De stack begint met de gum tape, dan de peel ply tegen het laminaat, dan het infusiegaas, de plaatsing van hars toevoer, spiraal en vacuüm connectoren en tenslotte de vacuümzak zelf.
Gum Tape - Deze speciale plakkerige, gomachtige tape wordt gebruikt om perfecte afdichtingen te creëren tussen de vacuümzak en de malflens bij het inpakken van een mal.
Peel Ply - Deze dunne geweven stof is de eerste verwijderbare laag tussen het composiet en de vacuümzak. Peel‐ply zorgt ervoor dat de hars gemakkelijk in de stof kan stromen en biedt een gemakkelijke manier om de bagging stack eraf te pellen, die anders aan de stof zou blijven plakken.
Infusion Mesh - Infusiegaas is een plastic gaaspatroon dat is ontworpen om de harsstroom tijdens het infusieproces te bevorderen. De openingen die ontstaan zodra de zak onder vacuüm wordt getrokken, zorgen voor een stroompad over het laminaatoppervlak voor de hars.
HarsInfusiespiraal - Deze plastic spiraalbuis wordt gebruikt om een zeer vrij stromend kanaal te bieden waardoor de hars wordt verdeeld in de buurt van het punt waar de hars voor het eerst in het composiet wordt gevoerd. Hars stroomt vrij door het midden van de spiraalbuis, maar net zo gemakkelijk uit de spiralen aan de zijkant, waardoor het gemakkelijker wordt om hars rond de mal te verdelen.
Infusie Siliconen Connectoren - De connectoren vormen de verbinding tussen de vacuümslangen en de vacuümzak en ook tussen de harstoevoerpot en de zak. Siliconen connectoren worden gebruikt omdat ze tijdens het infusieproces met hars worden bedekt. De hars kan er na voltooiing van het proces gemakkelijk van worden afgebroken en opnieuw worden gebruikt.
Vacuümverpakkingsfolie - Deze film wordt gebruikt om de buitenste vacuümzak te creëren waaruit de lucht door de pomp wordt afgevoerd. De film is scheurvast en hecht extreem goed aan de zaksealtape.
PVC Vacuümslang- De vacuümslang verbindt de vacuümpomp, de opvangpot en de hars toevoerpot met het ingepakte composiet.

6. De Peel Ply Aanbrengen
De peel ply wordt op dezelfde manier in de mal gelegd als de Kevlar stof. Er moet op worden gelet dat het materiaal niet over de details en hoeken overbrugt wanneer het vacuüm wordt getrokken. De peel ply kan gemakkelijk worden gesneden en overlapt om ervoor te zorgen dat deze zich waar nodig aanpast. Probeer echter te voorkomen dat er openingen in de peel ply achterblijven.

7. Het Infusiegaas Aanbrengen
Het infusiegaas wordt op dezelfde manier in de mal gelegd. Snijd het gaas iets kleiner dan de peel ply en bedek net de rand van het materiaal. Vanwege de veerkrachtige aard ervan, houdt Flash Release Tape het vaak niet op zijn plaats, dus ducttape kan worden gebruikt. Omdat de tape bovenop het gaas zit, heeft dit geen invloed op de infusie. Zorg er ook hier voor dat het zo goed mogelijk in de hoeken komt en zorg ervoor dat er voldoende gaas is, zodat er geen overbrugging optreedt. Het kan ook worden gesneden en overlapt om de conformiteit te bevorderen.
8. Kiezen Hoe de Harsinjectiespiraal in te Stellen
Bij elke infusie, vooral een grote infusie zoals deze, is de plaatsing van de hars toevoerleidingen, spiraal en vacuüm poorten cruciaal voor een succesvolle infusie. Bij het plannen waar de hars moet stromen, is het vaak gemakkelijk om te besluiten van het ene uiteinde naar het andere te gaan, maar op een groot onderdeel kan dit de infusie erg traag maken. Een slee van dit formaat kan, indien over de lengte geïnfuseerd, 4 uur of langer duren, wat langer is dan de potlife van de IN2 Infusion harsen.
Dus in dergelijke gevallen zal het verkorten van de afstand die de hars moet afleggen de infusie versnellen. U kunt een grote U-vormige spiraal gebruiken die de stroomafstand tot ongeveer 500mm zou verkorten, waardoor de zaken aanzienlijk worden versneld. Sterker nog, u kunt extra spiraal in de mal toevoegen om die afstand nogmaals te halveren.
Overweeg ook bij grote infusies dat de siliconen connector uiteindelijk de stroom zal beperken. Als algemene regel geldt dat u niet meer dan 2kg hars door een connector wilt laten stromen, omdat deze dan beperkend zou worden. In dit geval, aangezien er ongeveer 4kg moet worden geïnfuseerd, moeten er 2 siliconen connectoren worden gebruikt.

9. De Injectiespiraal en Siliconen Connectoren Monteren.
Zodra de lay-up van de spiraal is gepland, kan deze in de mal worden gelegd. Om hem op zijn plaats te houden, kan er weer ducttape worden gebruikt om hem aan het gaas te bevestigen. Idealiter moet de spiraal op de rand van het onderdeel worden geplaatst om te voorkomen dat er afdrukken op het afgewerkte onderdeel komen. Op een niet-cosmetisch onderdeel zoals dit is het niet zo'n probleem en de toegevoegde spiraal in het midden van het onderdeel is handig om de afstand van de harsstroom te verkleinen.
De siliconen connectoren passen over de spiraal en blijven op hun plaats zitten tijdens het lamineren, voordat de bagging film wordt aangebracht. In dit geval worden twee connectoren gebruikt voor de hars toevoer en één voor de vacuümleiding. De connector voor de vacuümleiding is gemonteerd op de flens van de mal, net buiten de rand van het materiaal. In dit geval is het gaas rond de connector uitgesneden om een harsbarrière te creëren. Het gebied zonder gaas zal de harsstroom aanzienlijk vertragen, waardoor de hars minder snel in de opvangbeker terechtkomt. Dit is handig als de harsstroom onder een hoek staat, omdat de rest van de hars kan inlopen zonder dat er te veel hars in de opvangbeker terechtkomt.

10. Aanbrengen Van de Vacuümzakfolie
Eerst is het essentieel om ervoor te zorgen dat er voldoende bagging film is om alle delen van de mal te bereiken. Het oppervlak van de mal moet worden gemeten om een minimumcijfer te krijgen. Het is verstandig om een redelijke hoeveelheid extra toe te voegen, zodat er voldoende film is om mee te werken.
Om de extra film op de rand van de mal af te dichten, is het noodzakelijk om plooien in de film te maken. Knip stroken van de bagging tape om de plooien te maken. Zorg ervoor dat elke plooi lang genoeg is en dat er genoeg is om alle benodigde film te verwerken. Om de plooi te maken, vouwt u de gum tape terug op zichzelf, waarbij u kleine pootjes tape aan de onderkant laat zitten. Trek vervolgens de beschermtape terug op de flens waar de plooi moet worden geplaatst en bevestig de plooi. Vaak is het verstandig om in elke hoek van de flens plooien aan te brengen om ervoor te zorgen dat er geen strakke plekken op de film in dat gebied zijn.
De film kan vervolgens systematisch op de gum tape worden aangebracht. Het is essentieel om de werkplek schoon te houden en ervoor te zorgen dat er geen vouwen of openingen zijn tussen de film en de gum tape. Werk vanaf één kant van de tape en breng de film voorzichtig aan en druk deze vervolgens aan om hem op zijn plaats te plakken. Werk bij de plooien aan één kant van de plooi omhoog en vervolgens aan de andere kant terug naar de malflens. Het is waarschijnlijk dat tegen de tijd dat de zak rond de hele mal is vastgeplakt, de laatste plooi mogelijk moet worden verlengd of ingekort om ervoor te zorgen dat de zak volledig is afgesloten.

11. De PVC-Slang Aansluiten op de Siliconen Connectoren
Het aansluiten op de siliconen is relatief eenvoudig en is hetzelfde voor de hars toevoerleidingen en de vacuümleiding. Pas de vacuümzak aan zodat deze zich in de juiste positie bevindt voor de connector. Knip met een composietschaar of het uiteinde van een schaar voorzichtig een klein gaatje bovenop de siliconen connector zodat de slang erdoorheen kan. Neem de slang, snijd het uiteinde in een lichte hoek zodat deze zichzelf niet kan afsluiten op een plat oppervlak, en druk deze vervolgens door het gat en stevig in het gat op de siliconen connector.
De slang wordt aan de vacuümzak afgedicht met stroken gum tape. Wikkel de stroken gum tape rond de slang en het zakgebied om de verbinding af te dichten. Er moet op worden gelet dat er geen openingen achterblijven en dat er ook geen vouwen of kreukels in de bagging film onder de tape zitten die een lek kunnen veroorzaken.

12. Slangen aansluiten
Zodra de slang op de siliconen connector is aangesloten, moet het andere uiteinde worden voorbereid voor de infusie. Aan de vacuümzijde moet de slang eerst worden aangesloten op de harsopvangbeker. Deze is ontworpen om de pomp te beschermen en ervoor te zorgen dat alle hars die in de vacuümleiding terechtkomt, in de opvangbeker wordt opgevangen. De opvangbeker gebruikt een wegwerpbeker van papier als voering om de opvangbeker zelf vrij te houden van hars. Deze wordt na elke infusie vervangen. De slang wordt in de wartel gestoken en in de beker geduwd. Het is essentieel dat de slang enkele centimeters in de beker zit. Dit is nodig om te voorkomen dat harsspetters de bovenkant van de opvangbeker vervuilen en, nog belangrijker, in de pompleiding terechtkomen. Als de slang zich slechts net onder het deksel van de opvangbeker bevindt, kan de kracht van de pomp voldoende zijn om hars rechtstreeks van de wartel naar de pompleiding te laten druppelen en vervolgens de pomp in te laten lopen, waardoor schade ontstaat. Door de slang in de beker te duwen, wordt dit voorkomen.
De hars toevoerleidingen gaan in dezelfde harsemmer. Zorg ervoor dat ze allebei lang genoeg zijn om de plek te bereiken waar de emmer komt te staan. Het is een goede gewoonte om de slang uiteinden aan een houten stok of iets dergelijks vast te tapen om te voorkomen dat ze bewegen. Het komt vrij vaak voor dat de slangen bewegen en als het uiteinde van de slang uit de hars komt, wordt er lucht in de mal gezogen, wat mogelijk de hele infusie verpest. De stok met slangen kan vervolgens in de hars toevoeremmer worden gestoken. Ten slotte worden de hars toevoerleidingen afgeklemd, klaar om het eerste vacuüm te trekken.

13. Het Eerste Vacuüm Trekken
Schakel de pomp in en begin de lucht uit de zak te zuigen. Terwijl de lucht uit de zak wordt gezogen, past u de bagging stack zorgvuldig aan om ervoor te zorgen dat de zak in alle details en hoeken wordt getrokken en controleert u op bridging. De pomp kan worden gestopt en het vacuüm kan worden teruggedraaid om de bagging film en stack te manipuleren. De vouwen in de overtollige film kunnen worden geplaatst en verplaatst om bridging in complexe delen van de mal te helpen voorkomen. Zodra de positionering van de zak perfect is, kan het vacuüm volledig worden getrokken. Werk in dit stadium zorgvuldig rond de gum tape afdichting, druk deze aan en zorg ervoor dat de film goed is afgesloten. Als u een lekstroomindicator gebruikt, geeft het stoppen van de rotor aan dat er een volledig vacuüm is bereikt.

14. Vacuümverliestest
Het is essentieel om voorafgaand aan de infusie een lektest uit te voeren, omdat eventuele lekken het afgewerkte onderdeel waarschijnlijk zullen ruïneren. Dit wordt over het algemeen gedaan door de vacuümzak af te klemmen en 45 minuten te wachten voordat u controleert of de meter beweegt. Als de meter beweegt wanneer u de zak opent, geeft dit aan dat er een lek is. Een snellere methode kan in 10 minuten worden uitgevoerd met behulp van de lekstroomindicator. Klem de zak af en wacht 10 minuten. Open vervolgens de klem. Eventuele lucht in de vacuümzak zou door de leidingen en door de lekstroomindicator stromen, waardoor de rotor gaat draaien en dus aantoont dat er een lek is. Als er een lek is, controleer dan systematisch de zak gum tape en afdichtingen totdat u het lek hebt verholpen. Zodra de lektest is voltooid zonder beweging van de rotor op de lekstroomindicator, weet u dat de zak geen lekken heeft en dat de infusie zelf klaar is om te beginnen.

15. Het Mengen van de Infusiehars
De hars die voor dit project wordt gebruikt, is de IN2 Epoxy Infusiehars. De hoeveelheid hars die uw project nodig heeft, is afhankelijk van de grootte en de hoeveelheid versteviging die u hebt gebruikt; meer lagen versteviging kunnen meer hars ondersteunen. Bij harsinfusie streeft u normaal gesproken naar een vezel/harsverhouding van 60/40, dit betekent dat u voor elke, bijvoorbeeld, 100 gram doek 66 gram hars nodig hebt. Alle verstevigingen worden vermeld op gewicht, bijvoorbeeld koolstofvezel 2/2 twill 200gsm, de 200gsm verwijst naar het werkelijke gewicht van de stof in gram per vierkante meter, dus 1 vierkante meter van deze doek heeft 133g hars nodig om de 60/40 verhouding te bereiken. U moet ook rekening houden met de hoeveelheid hars die door het gaas wordt gebruikt, namelijk 700 gram per vierkante meter laminaat, ongeacht de dikte. Nog eens 100 gram hars is nodig voor de toevoerleidingen en in de bodem van de toevoerkan.
Deze vergelijking helpt u bij het berekenen van de benodigde hoeveelheid per vierkante meter op basis van de bovenstaande regels.

De hars wordt afgewogen op een weegschaal volgens de mengverhouding die specifiek is voor deze hars. In dit geval wordt alle hars voor het project in één keer gemengd, maar voor grotere of langzamere projecten kan het in kleinere hoeveelheden worden gemengd om ervoor te zorgen dat de hars in de pot niet opraakt voordat de verwerkingstijd is verstreken.
De hars wordt vervolgens enkele minuten grondig gemengd, waarbij ervoor wordt gezorgd dat de bodem en zijkanten van de emmer worden geschraapt om er zeker van te zijn dat er geen ongemengde hars achterblijft. Vervolgens wordt de hars in een tweede schone emmer gegoten en opnieuw gemengd. Dit is om ervoor te zorgen dat er geen sporen van ongemengde of gedeeltelijk gemengde hars die achterblijven op de zijkanten en de bodem van de eerste emmer in de infusie terecht kunnen komen. Zodra de tweede emmer grondig is gemengd, is deze klaar voor gebruik. Steek de harsaanvoerleidingen in de emmer en plak ze vast. Open vervolgens de harsaanvoerleiding iets, zodat de hars slechts tot aan de klem kan komen, en draai de klem weer vast. Laat de emmer vervolgens nog een minuut staan. Hierdoor kan eventuele lucht die uit de leidingen in de zak wordt gezogen via de pomp ontsnappen en kan de gemengde hars in de emmer enigszins bezinken, waardoor eventuele grotere luchtbellen vanzelf verdwijnen.

16. Het Onderdeel Infuseren
Nu de hars bij de klemmen is, de pomp draait en we zeker weten dat er geen lekken zijn, zijn we klaar om met de infusie te beginnen. Door de twee lijnklemmen op de harsaanvoerleidingen te openen, kan de hars in het onderdeel beginnen te stromen. De hars stroomt direct door de Infusiespiraal en begint zich in de stof te verspreiden.
Maak je geen zorgen als er een stroom van bubbels in de harsleiding en aan de voorrand van de harsstroomlijn zit. Aangezien de hars niet is ontgast, zullen dit de kleine bubbels in de hars zijn die exponentieel uitzetten wanneer ze het bijna volledige vacuüm in de zak bereiken.
Houd de voortgang van de infusie zorgvuldig in de gaten. Als je een klein lek ziet, kan dit vaak worden afgedicht met een klein stukje gum tape. De bron kan echter moeilijk te vinden zijn en er mag nooit op worden vertrouwd in plaats van ervoor te zorgen dat je een lekvrije zak hebt om mee te beginnen.
Naarmate de hars de vacuümaansluiting nadert, zal het voordeel van de harsbreuk duidelijk worden doordat de harsstroom aanzienlijk vertraagt aan de rand van de breuk, waardoor de rest van het onderdeel volledig kan infuseren.
Zodra de hars de vacuümaansluiting heeft bereikt, wordt de vacuümleiding afgesloten en kan de pomp worden uitgeschakeld. De harsaanvoerleidingen op een onderdeel van dit formaat moeten nog een paar minuten open worden gelaten om ervoor te zorgen dat de juiste hoeveelheid hars in het onderdeel is geïnfuseerd - op basis van de eerdere harsberekeningen. Zodra de harsaanvoer is afgesloten, kan het onderdeel volledig uitharden.

17. De Slee uit de Mal Halen
Het onderdeel heeft 48 uur kunnen uitharden om er zeker van te zijn dat het klaar is om uit de mal te worden gehaald. Een goede indicator voor de uitharding is de hars in de harsaanvoerleidingen. Als de buis wordt gebogen, moet de hars barsten en breken als deze klaar is. Als het aanzienlijk buigt of doorbuigt, heeft het onderdeel meer uithardingstijd nodig voordat je probeert het uit de mal te halen.
Verwijder eerst de lijnklemmen en trek de slangen eruit. De bagging film kan vervolgens van de mal worden verwijderd. De volgende stap is het verwijderen van de peel ply. Beginnend bij de randen kan de peel ply voorzichtig van het onderdeel worden afgescheurd. Door het in dunne stroken aan de randen te snijden en het in stroken af te scheuren, wordt het proces veel gemakkelijker. Zodra de Peel Ply is verwijderd, is het onderdeel klaar om uit de mal te worden gehaald.
Met de toepassing van CR1 EasyLease en het zorgvuldige malontwerp zou het relatief eenvoudig moeten zijn om het onderdeel uit de mal te halen. Schuif voorzichtig wiggen onder de rand van het onderdeel, voeg wiggen toe en werk rond de omtrek totdat het begint op te tillen. Afhankelijk van de vorm van het onderdeel, blijf wiggen plaatsen totdat het onderdeel voorzichtig uit de mal kan worden gewrikt en volledig uit de mal kan worden gehaald.

18. De afgewerkte slee bijwerken
Markeer de snijlijnen op de slee zodat het gemakkelijk te zien is waar te snijden. Kevlar is erg moeilijk te snijden in ruwe of hars geïnfuseerde vorm. Perma-Grit gereedschap en veel elektrisch gereedschap snijden echter wel in het uitgeharde materiaal. Een doorslijpschijf kan worden gebruikt om de ruwe sneden te maken. De randen worden vervolgens afgewerkt door glad te schuren met een Perma-Grit schuurblok.
Doorgaans laten op aramide gebaseerde vezels een beetje pluis achter op de randen na het snijden. Een effectieve manier om dit te verwijderen, is door schuurpapier met een korrel van 800 te gebruiken om de pluis te verwijderen zodra de randen met het schuurblok terug in vorm zijn geschuurd.

19. De Slee Uitrusten
In dit geval werden nog 2 slee-onderdelen vervaardigd, waardoor het totaal op 3 kwam, aangezien er 3 teamleden zijn. De sleeën werden vervolgens uitgerust met de rails, afdekkingen en fittingen om ze af te werken tot een afgewerkt bruikbaar product.
DISCUSSIE (3)
Deel al uw vragen of opmerkingen over deze videohandleiding.
Wat betreft de geschiktheid van PP (polypropyleen) en PE (polyethyleen), het zou mogelijk zijn om een van deze materialen als maloppervlak te gebruiken; epoxyhars zou niet aan een van deze kunststoffen hechten.
Wat betreft de geschiktheid van het infusieproces rond een plastic doorn, in theorie zou het mogelijk zijn, maar er zijn enkele belangrijke obstakels om te overwegen. De meest voor de hand liggende is dat de plastic buisdoorn onmogelijk uit de binnenkant van de buis kan worden verwijderd zonder deze te snijden (in de lengte vanaf de binnenkant) en op zichzelf te vouwen. Dit betekent dat je snijapparatuur nodig hebt die in de binnenkant van de buis kan werken, de plastic buis kan doorsnijden, maar niet de koolstofvezelbuis, en dan moet je de buis buigen of een tweede snede maken zodat je deze in twee of meer stukken kunt verwijderen.
De tweede overweging is dat als u de buis als een doorn gebruikt (d.w.z. de buis zit aan de binnenkant en u infuseert op de buitenkant), u uw goede oppervlak aan de binnenkant heeft en uw 'b-kant' (de minder consistente peel-ply afwerking) aan de buitenkant. Dit is prima als de binnenkant het belangrijkst is, maar zou aanzienlijk afwerkingswerk betekenen als de buitenkant een cosmetische of nauwkeurige afwerking moet hebben.
Hallo Beau, ja, we gebruiken die techniek soms. In het geval van dit project is de zak zo groot dat we een relatief efficiënt plooisysteem nodig hebben om de zak niet te hoeven verbinden. Ik weet het niet zeker, maar ik vermoed dat grote hoekplooien meer nodig zouden hebben dan de 3m breedte aan bagging film die we op de VB160 hebben en het toevoegen van een verbinding in de zak zou meer tijd kosten dan die bespaard wordt door een minder zak-efficiënte (maar meer tijdbesparende) hoekplooi.
Geen probleem! Fijn dat je het nuttig vond.
EEN OPMERKING OF VRAAG ACHTERLATEN
PRODUCTEN DIE IN DIT PROJECT ZIJN GEBRUIKT
Hoewel het niet per se een uitputtende lijst is, werden de volgende gereedschappen en materialen, geleverd door Easy Composites, in dit project gebruikt.
De hieronder getoonde hoeveelheid is de geschatte hoeveelheid die in het project is gebruikt, afgerond naar de dichtstbijzijnde beschikbare kitgrootte of hoeveelheid.
HULPMATERIALEN
COMPONENTMATERIALEN
GEREEDSCHAP & APPARATUUR
DISCUSSIE (3)
Deel al uw vragen of opmerkingen over deze videohandleiding.
Wat betreft de geschiktheid van PP (polypropyleen) en PE (polyethyleen), het zou mogelijk zijn om een van deze materialen als maloppervlak te gebruiken; epoxyhars zou niet aan een van deze kunststoffen hechten.
Wat betreft de geschiktheid van het infusieproces rond een plastic doorn, in theorie zou het mogelijk zijn, maar er zijn enkele belangrijke obstakels om te overwegen. De meest voor de hand liggende is dat de plastic buisdoorn onmogelijk uit de binnenkant van de buis kan worden verwijderd zonder deze te snijden (in de lengte vanaf de binnenkant) en op zichzelf te vouwen. Dit betekent dat je snijapparatuur nodig hebt die in de binnenkant van de buis kan werken, de plastic buis kan doorsnijden, maar niet de koolstofvezelbuis, en dan moet je de buis buigen of een tweede snede maken zodat je deze in twee of meer stukken kunt verwijderen.
De tweede overweging is dat als u de buis als een doorn gebruikt (d.w.z. de buis zit aan de binnenkant en u infuseert op de buitenkant), u uw goede oppervlak aan de binnenkant heeft en uw 'b-kant' (de minder consistente peel-ply afwerking) aan de buitenkant. Dit is prima als de binnenkant het belangrijkst is, maar zou aanzienlijk afwerkingswerk betekenen als de buitenkant een cosmetische of nauwkeurige afwerking moet hebben.
Hallo Beau, ja, we gebruiken die techniek soms. In het geval van dit project is de zak zo groot dat we een relatief efficiënt plooisysteem nodig hebben om de zak niet te hoeven verbinden. Ik weet het niet zeker, maar ik vermoed dat grote hoekplooien meer nodig zouden hebben dan de 3m breedte aan bagging film die we op de VB160 hebben en het toevoegen van een verbinding in de zak zou meer tijd kosten dan die bespaard wordt door een minder zak-efficiënte (maar meer tijdbesparende) hoekplooi.
Geen probleem! Fijn dat je het nuttig vond.
EEN OPMERKING OF VRAAG ACHTERLATEN
100% VEILIG
BETAALMETHODEN
Easy Composites EU B.V., geregistreerd in Nederland 73601195. Alle inhoud auteursrecht (C) Easy Composites Ltd, 2025. Alle rechten voorbehouden.