Hulp of advies nodig?![]() +44 (0)1782 454499
+44 (0)1782 454499
PRODUCTEN DIE IN DIT PROJECT ZIJN GEBRUIKT
Hoewel het niet per se een uitputtende lijst is, werden de volgende gereedschappen en materialen, geleverd door Easy Composites, in dit project gebruikt.
De hieronder getoonde hoeveelheid is de geschatte hoeveelheid die in het project is gebruikt, afgerond naar de dichtstbijzijnde beschikbare kitgrootte of hoeveelheid.
STARTER KIT(S)


MATERIALEN & VERBRUIKSARTIKELEN

GEREEDSCHAP & APPARATUUR

HARS & PIGMENTEN


VERSTERKINGEN

VIDEO-HANDLEIDING
Hoe Koolstofvezelplaat Maken - 3 Alternatieve Methoden - Video Tutorial
Het doel van de tutorial is om te laten zien hoe gemakkelijk hoogwaardige koolstofvezelplaat kan worden gemaakt voor zowel cosmetische als structurele toepassingen en om u te helpen bij uw keuze van productietechniek en materiaalselectie om een plaat van commerciële kwaliteit te produceren die aan uw exacte eisen voldoet.
Zelfs als u niet van plan bent of de behoefte heeft om uw eigen koolstofvezelplaat te maken, zou deze gids u een beter inzicht moeten geven in hoe koolstofvezelplaten kunnen worden vervaardigd en hoe factoren zoals vezeloriëntatie en productiemethode hun gedrag en prestaties aanzienlijk kunnen beïnvloeden.
De drie verschillende productiemethoden die we zullen bekijken om onze platen te maken, zijn een eenvoudig handlamineerproces waarbij droge koolstofvezelstof met de hand wordt gelamineerd met epoxyhars; harsinfusie waarbij we een vacuümproces zullen gebruiken om epoxyhars door droge koolstofversterking te infuseren; en ten slotte oven-uitgehard prepreg waarbij we ongehard prepreg koolstofvezel zullen gebruiken, vacuüm verpakt en onder vacuüm in een oven uitgehard.
Hieronder vindt u een korte beschrijving van de materialen en het proces dat in elk van de praktische segmenten van de video wordt gebruikt bij het maken van koolstofvezelplaten. Alle voorbeelden zijn op conventionele glasplaten gelegd die zijn voorbereid met Easy-Lease Chemical Release Agent.
OVERZICHT TUTORIAL
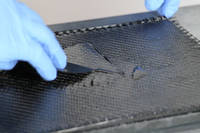
1. Handlamineren
Er worden twee verschillende hand-lay-up koolstofvezelplaten geproduceerd, één met 6 lagen 100g unidirectionele koolstofvezel en één met afwisselende lagen 210g 2/2 twill koolstofvezel en 300g +/- 45° biaxiale koolstofvezel.
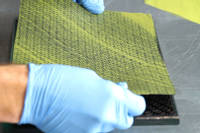
EL2 epoxyhars wordt in de versterking aangebracht met een lamineerkwast en vervolgens wordt een laag peel-ply aangebracht op de achterkant van de plaat om overtollige hars uit het laminaat te persen en tevens een hechtbaar gestructureerd oppervlak achter te laten.
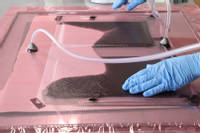
2. Harsinfusie
Twee verschillende laminaten worden gebruikt in de harsinfusiedemonstratie, één met dezelfde afwisselende lagen 200g 2/2 twill koolstofvezel en 300g +/- 45° biaxiale koolstofvezel die ook in de hand-lay-up demonstratie worden gebruikt, en de andere met 6 lagen 650g koolstofvezel. De platen worden geïnfuseerd met IN2 epoxy infusiehars.
De versterking is bedekt met een laag peel-ply die te groot is gesneden om een harsbarrière te creëren voordat een laag infusie mesh direct over de versterking wordt geplaatst. Harsinfusie spiraal en harsinfusie connectoren worden op hun plaats gezet voordat vacuümzaktape en VB160 vacuümzakfolie worden gebruikt om de vacuümzakstapel te voltooien. Het vacuüm wordt geleverd door onze EC.4 compacte composiet vacuümpomp met een harsinfusie opvang pot op zijn plaats om het risico te elimineren dat er hars in de vacuümpomp wordt gezogen.
3. Oven-uitgeharde prepreg-lay-up
Een enkel laminaat sample wordt bereid met behulp van een laag van onze oude Easy-Preg out-of-autoclave prepreg oppervlakte laag aan de boven- en onderkant met drie lagen van onze oude 430g Vari-Preg prepreg (waarvan er twee op de 45° bias zijn gesneden) die de dikte bepalen.
Deze pre-pregs zijn vervangen door ons XPREG assortiment koolstofvezel pre-pregs.
De lagen prepreg worden geconsolideerd met behulp van een plastic lamineerroller met vinnen voordat ze worden bedekt met een laag R210 ongeperforeerde FEP lossingsfolie. Een laag ademdoek wordt over het laminaat en in een vrije ruimte naast de plaat geplaatst, waarop een doorzakconnector wordt gepositioneerd (onze connector is voorzien van snelkoppelingen voor vacuüm). De plaat wordt in een envelopvacuümzak verpakt met behulp van VB160 vacuümzakfolie en afgedicht met vacuümzak afdichtingstape.
Het vacuüm verpakte prepreg sample wordt vervolgens in onze binnenkort uit te brengen OV301 uithardingsoven geladen om onder volledig vacuüm gedurende enkele uren uit te harden.
DISCUSSIE (27)
Deel al uw vragen of opmerkingen over deze videohandleiding.
EEN OPMERKING OF VRAAG ACHTERLATEN
PRODUCTEN DIE IN DIT PROJECT ZIJN GEBRUIKT
Hoewel het niet per se een uitputtende lijst is, werden de volgende gereedschappen en materialen, geleverd door Easy Composites, in dit project gebruikt.
De hieronder getoonde hoeveelheid is de geschatte hoeveelheid die in het project is gebruikt, afgerond naar de dichtstbijzijnde beschikbare kitgrootte of hoeveelheid.
STARTER KIT(S)
MATERIALEN & VERBRUIKSARTIKELEN
GEREEDSCHAP & APPARATUUR
HARS & PIGMENTEN
VERSTERKINGEN
DISCUSSIE (27)
Deel al uw vragen of opmerkingen over deze videohandleiding.
EEN OPMERKING OF VRAAG ACHTERLATEN
100% VEILIG
BETAALMETHODEN
Easy Composites EU B.V., geregistreerd in Nederland 73601195. Alle inhoud auteursrecht (C) Easy Composites Ltd, 2025. Alle rechten voorbehouden.